

{{ name }}
N.º do artigo {{ combinedCodeWithHighlight }}
Código do artigo:
EAN/GTIN:
Número do fabricante:
N.º de cat.:
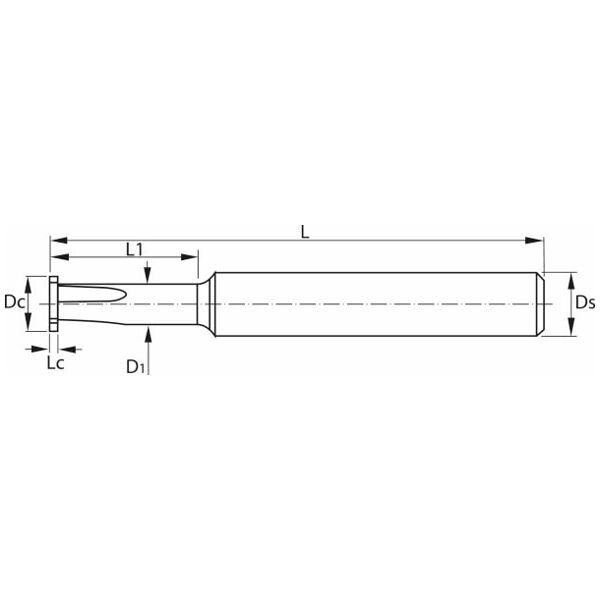
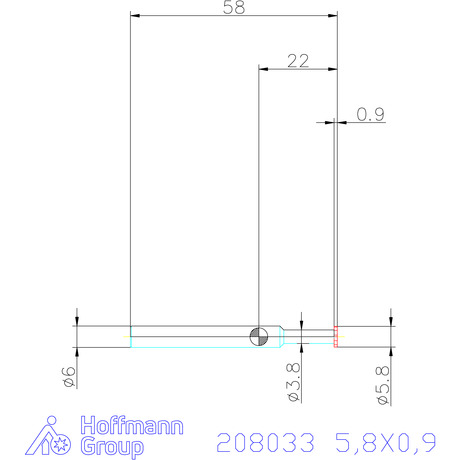
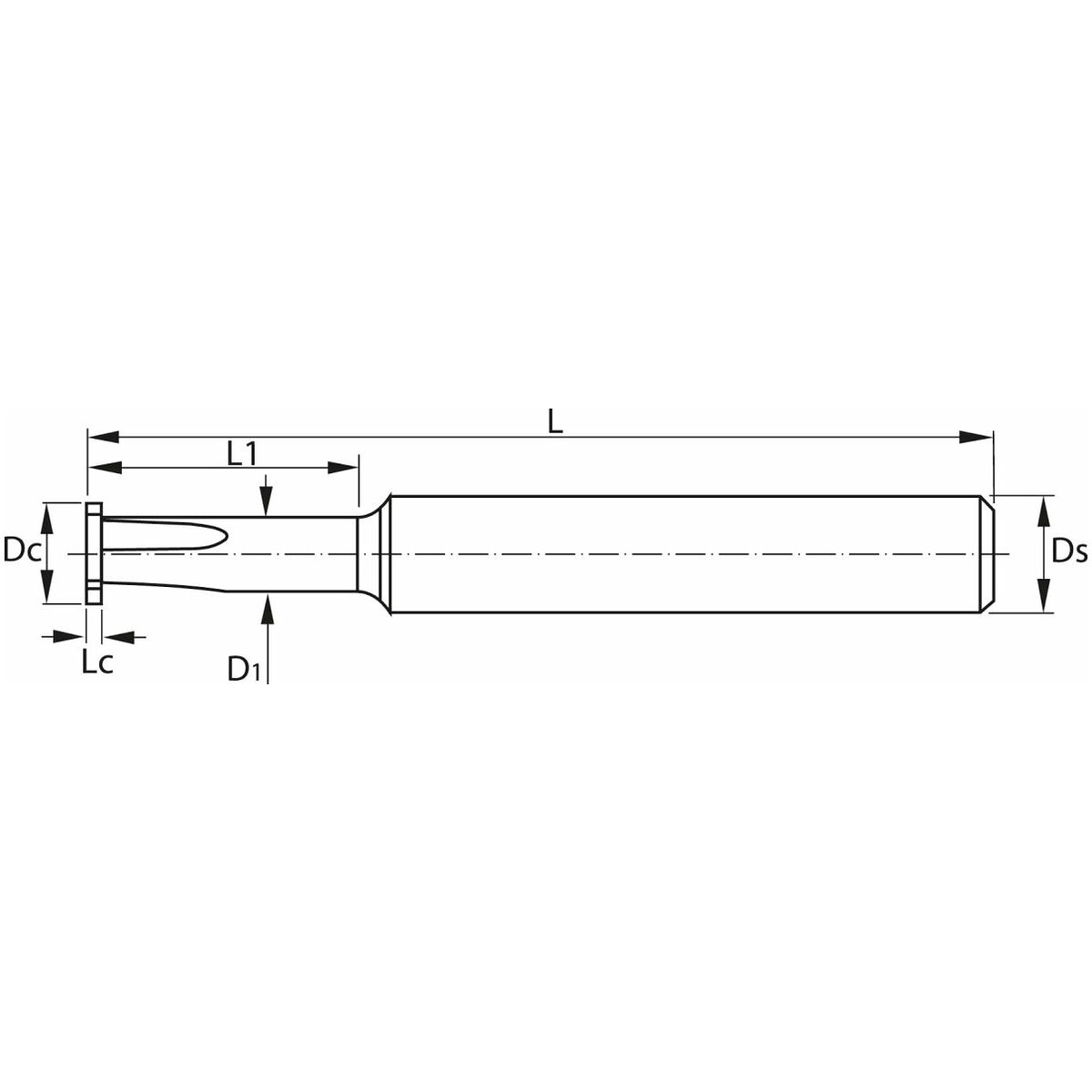
| ⌀ das lâminas DC | 5,8 mm | |
| Comprimento da lâmina Lc | 0,9 mm | |
| Revestimento | AlTiN | |
| Material de corte | VHM | |
| Norma | Norma de fábrica | |
| Tipo | N | |
| Tolerância de ⌀ nominal | ±0,04 | |
| Número de dentes Z | 3 | |
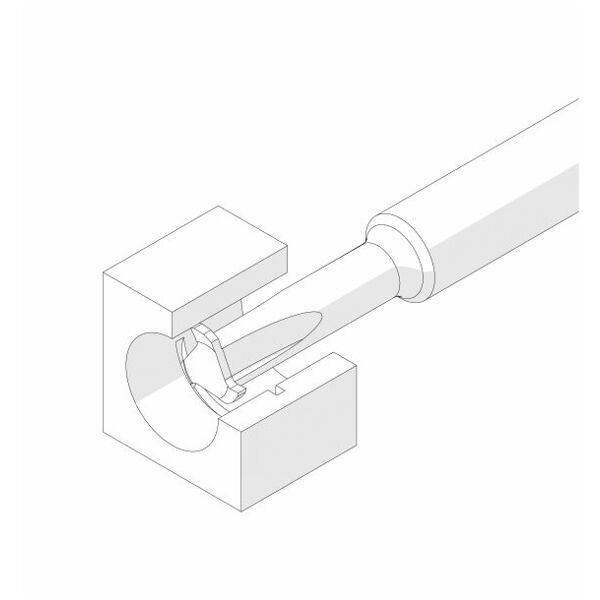
| Sentido de avanço | horizontal | |
| Largura de corte ae na operação de fresagem | Fresagem de desbaste, profundidade de corte 1×D | |
| Haste | DIN 6535 HA com h6 | |
| Refrigeração interior | não | |
| Projeção L1 | 15 mm | |
| ⌀ de exposição D1 | 3,8 mm | |
| Comprimento total L | 58 mm | |
| ⌀ haste Ds | 6 mm | |
| Avanço fz para fresagem de ranhuras em aço < 900 N/mm2 | 0,025 mm | |
| Tolerância da haste | h6 | |
| Ângulo do chanfro de canto | 90 grau | |
| Anel colorido | verde | |
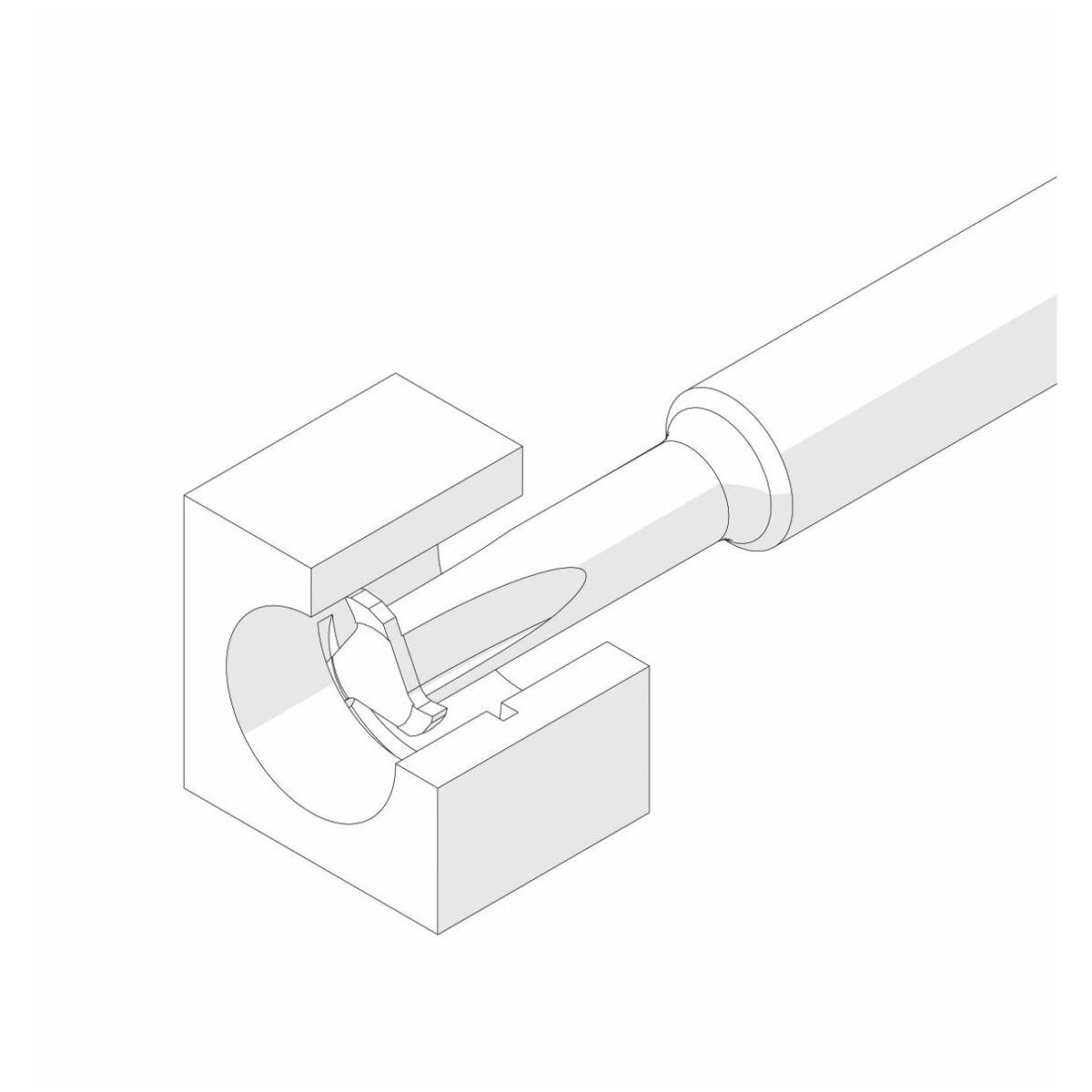
| Tipo de produto | Fresa para ranhuras |
| Número do artigo | 208033 5,8X0,9 | |
| EAN/GTIN | 4062406774639 | |
| Número do fabricante | 208033 5,8X0,9 | |
| Fabricante/responsável | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |









