


{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
Cat. N° de cat.:
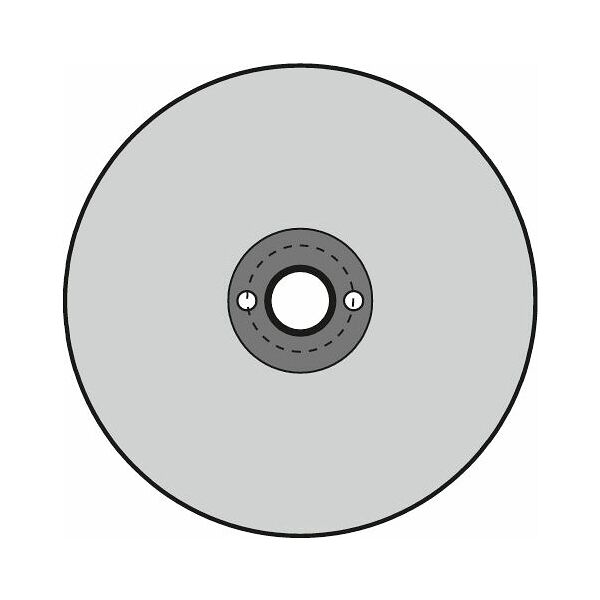
| ⌀ | 225 mm | |
| Epaisseur | 2 mm | |
| Revêtement | non revêtu | |
| Type d'outils | HSS | |
| ⌀ alésage | 32 mm | |
| Nombre de dents Z | 180 | |
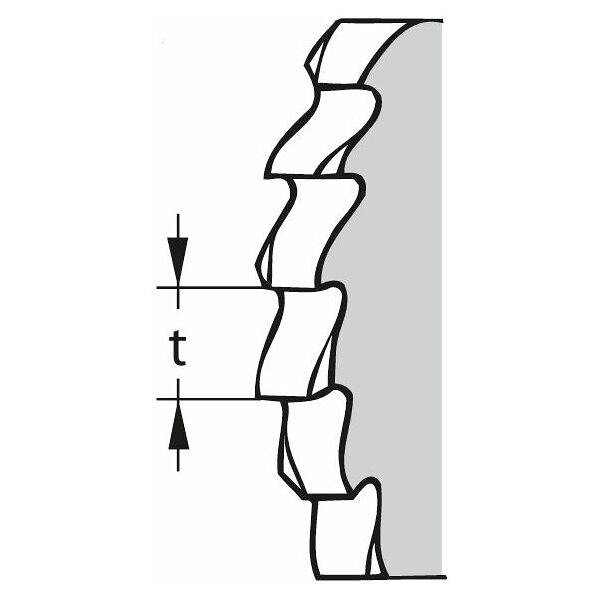
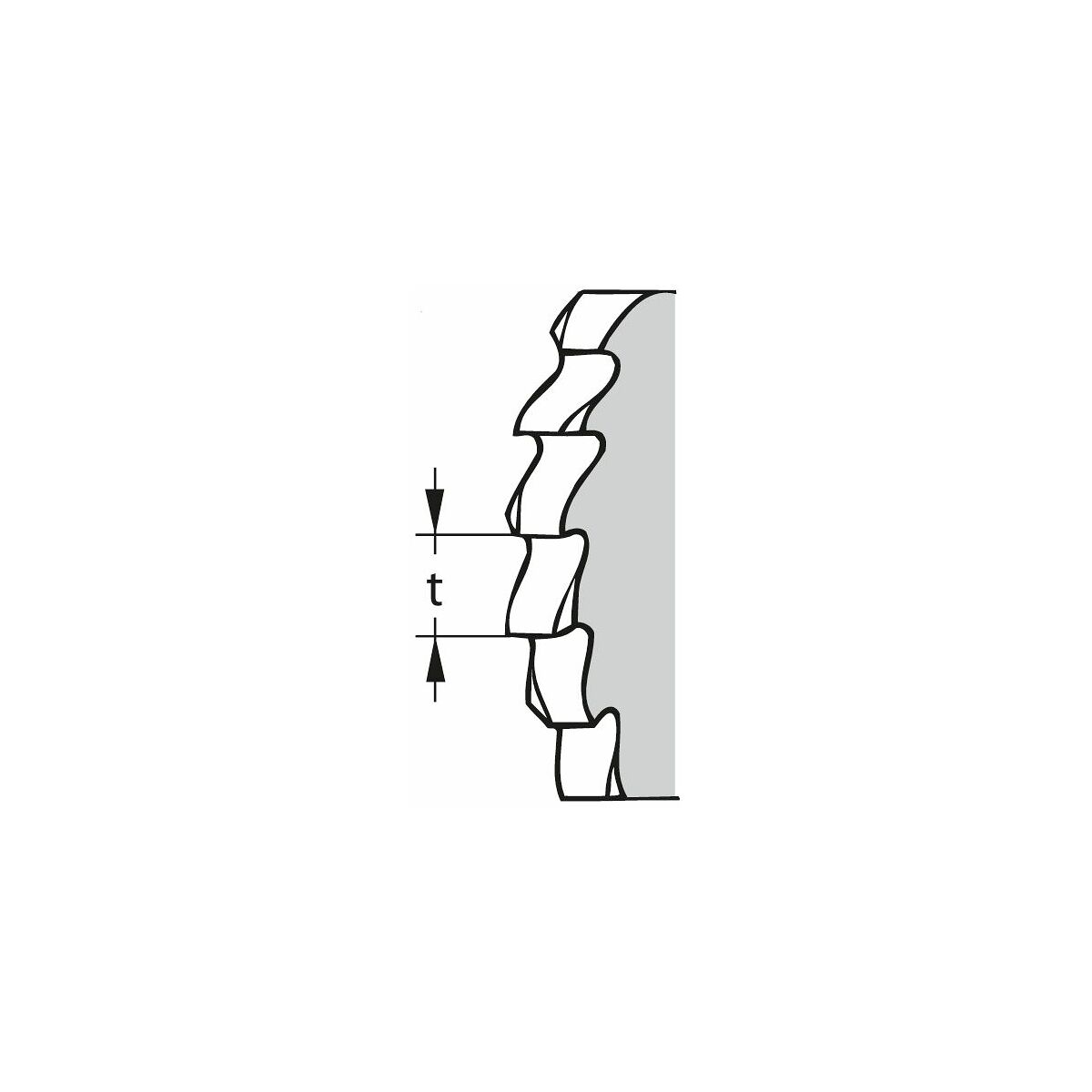
| Pas t | 4 mm | |
| Nombre d'alésages d'entraînement | 2; 2; 4 | |
| ⌀ alésage d'entraînement | 8; 11; 9 mm | |
| Alésage d'entraînement du cercle primitif | 45; 63; 50 mm | |
| Convient pour machine | Eisele | |
| pour matériau | Métal | |
| Arrosage interne | non | |
| Type de produit | Lames de scies circulaires |
| Référence article | 177055 225X2/K | |
| EAN / GTIN | 4067263046523 | |
| Réf. fabricant | 177055 225X2/K | |
| Fabricant/personne responsable | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |










