




















{{ name }}
Št. art. {{ combinedCodeWithHighlight }}
Koda izdelka:
EAN/GTIN:
Številka proizvajalca:
Kat. Št.:
| Serija | Master Steel | |
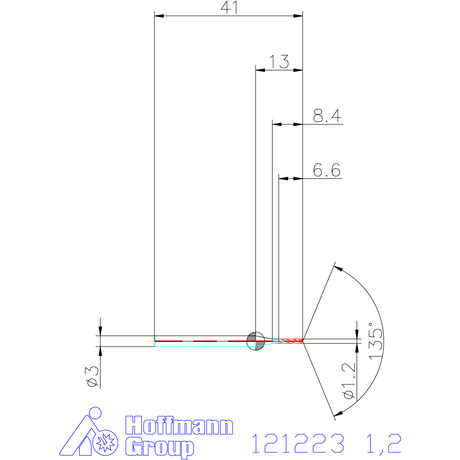
| Nazivni ⌀ DC | 1,2 mm | |
| Prevleka | AlCrN | |
| Rezalni material | VHM | |
| Standard | Tovarniški standard | |
| Izvedba | 5×D | |
| Toleranca nazivnega ⌀ | m6 | |
| Število rezil Z | 2 | |
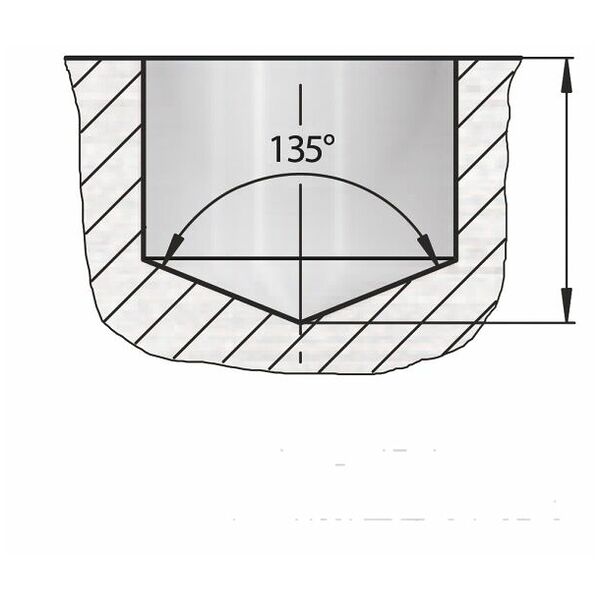
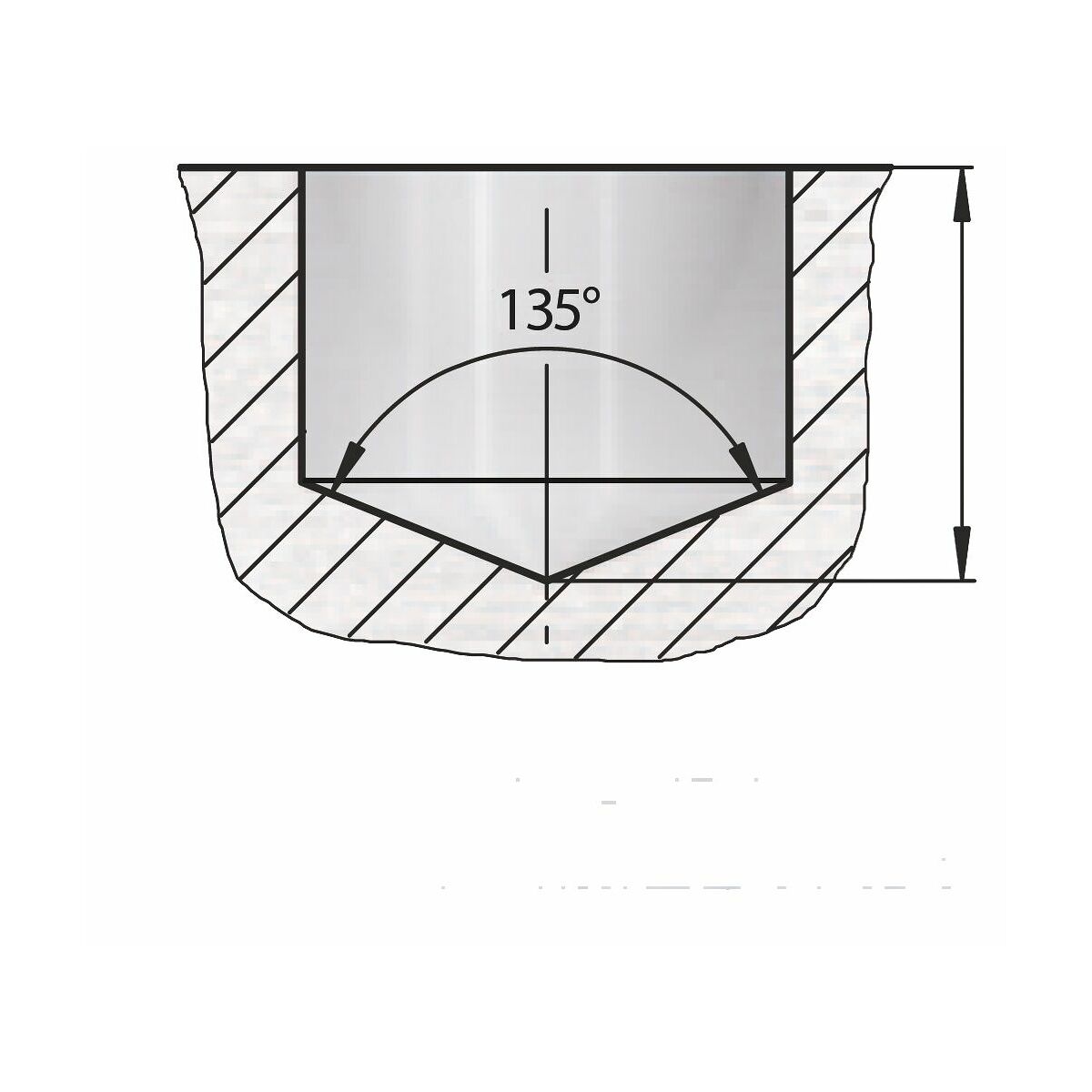
| Kot konice | 135 stopinj | |
| Priporočena maksimalna globina vrtanja L2 | 6,6 mm | |
| Držalo | DIN 6535 HA s h6 | |
| Notranje hlajenje | da, s 40 bari | |
| Strategija odrezovanja | HPC | |
| Polstandardno | da | |
| Dolžina utorov Lc | 8,4 mm | |
| Celotna dolžina L | 41 mm | |
| ⌀ držala Ds | 3 mm | |
| Podajanje f v jeklo < 1100 N/mm2 | 0,034 mm/v | |
| Podajanje f v jeklo < 900 N/mm2 | 0,018 mm/v | |
| Barvni prstan | zelena | |
| Vrsta izdelka | Spiralni svedri |
| Številka izdelka | 121223 1,2 | |
| EAN/GTIN | 4062406579883 | |
| Številka proizvajalca | 121223 1,2 | |
| Proizvajalec/odgovorna oseba | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













