

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:
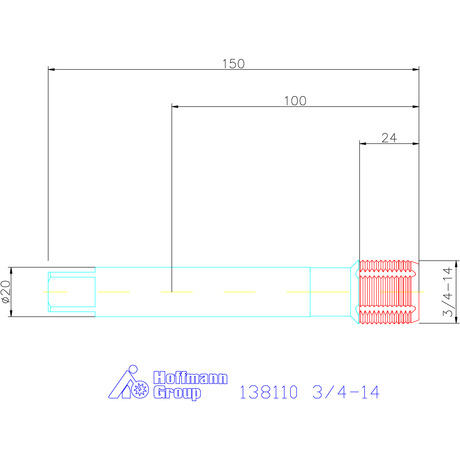
| Thread size | 3/4-14 NPT | |
| Coating | TiAlN | |
| Thread type | NPT | |
| Flank angle | 60 degrees | |
| Tool material | HSS E | |
| Standard | DIN 374 | |
| Thread standard | ANSI B 1.20.1 | |
| Taper lead form | C | |
| Taper ratio | 1:16 | |
| Shank | Plain shank with h9 | |
| Through-coolant | no | |
| Application for type of drilling | Blind hole; Through hole | |
| Cutting direction | right-hand | |
| Thread pitch | 1.814 mm | |
| Threads per inch | 14 | |
| Overall length L | 150 mm | |
| Shank ⌀ Ds | 20 mm | |
| Shank square □ | 16 mm | |
| Tapping hole ⌀ A | 23.3 mm | |
| Tapping hole ⌀ B | 22.7 mm | |
| Thread gauge ⌀ Dmax + 0.05 | 23.67 mm | |
| Tapping hole minimum depth | 23 mm | |
| Thread ⌀ | 26.568 mm | |
| Type of threading tool | Machine tap for conventional machining | |
| Number of clamping slots | 5 | |
| Colour ring | blue | |
| Number of cutting edges Z | 5 | |
| Thread depth | 46.4 mm | |
| Type of product | Tap |
| Article number | 138110 3/4-14 | |
| EAN / GTIN | 4045197533708 | |
| Manufacturer number | 138110 3/4-14 | |
| Manufacturer/responsible person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |









