



{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:
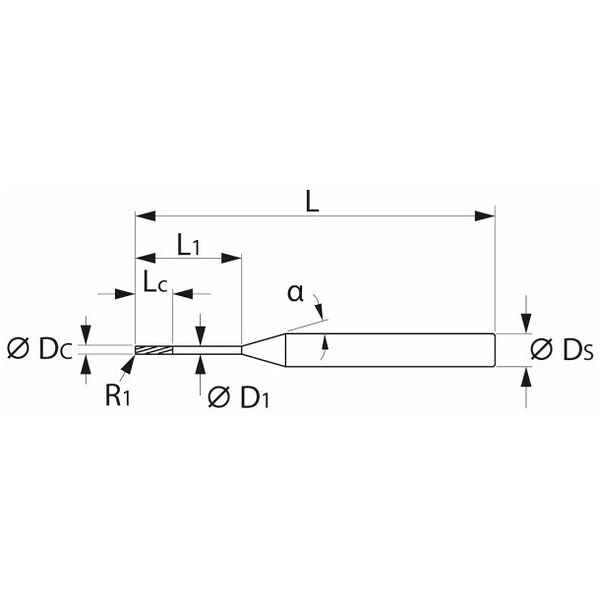
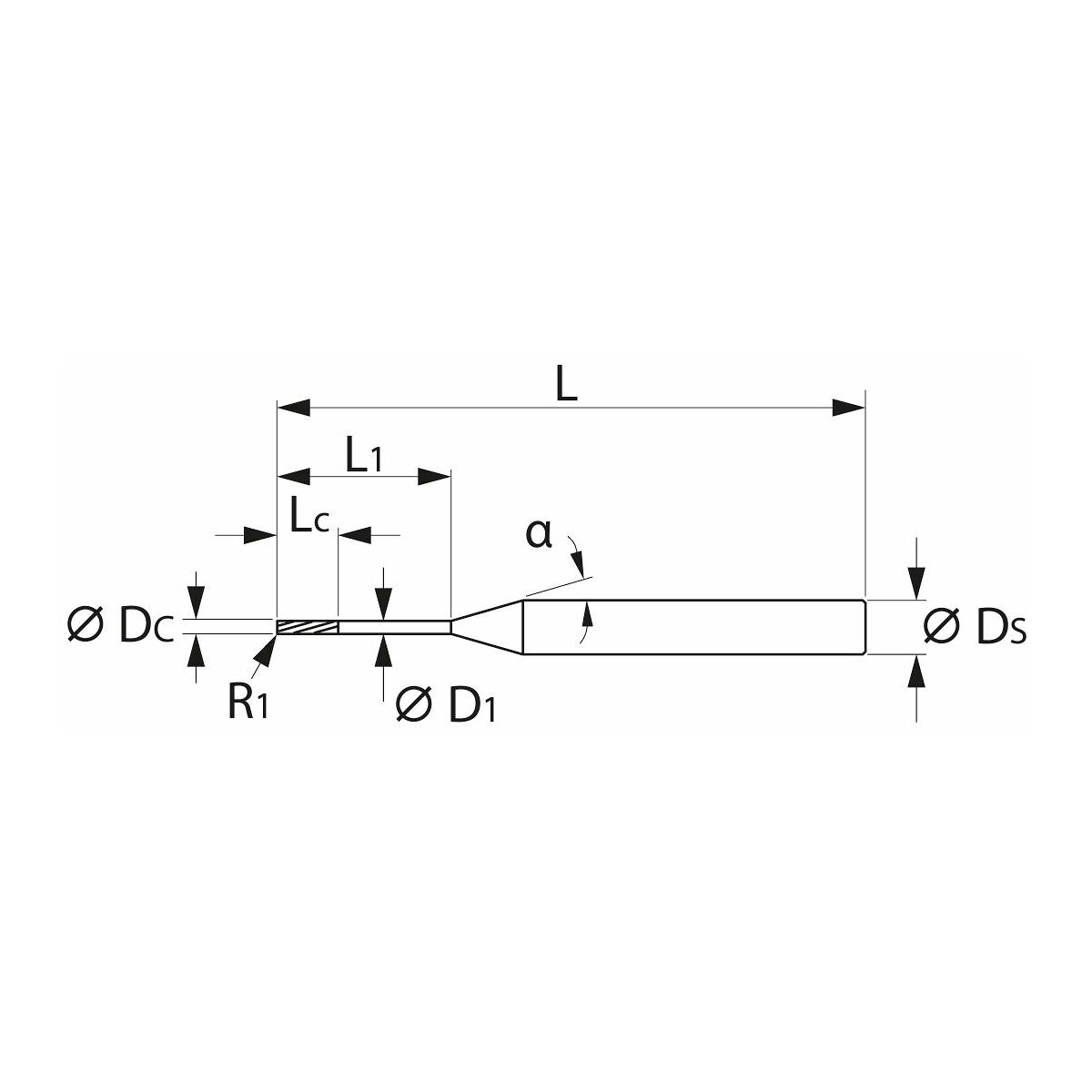
| ⌀ tăişului DC | 2 mm | |
| Strat de acoperire | Diamant | |
| Materialul sculei | Carbură monobloc | |
| Standard | Normă de fabricaţie | |
| Toleranţă ⌀ nominal | 0 / −0,005 | |
| Număr de dinţi Z | 2 | |
| Unghiul elicei | 30 grad | |
| Direcţia de aşchiere | Orizontal, înclinat şi vertical | |
| Lăţime de atac ae la operaţia de frezare | 0,5×D la frezare laterală; 0,05×D la frezare prin copiere | |
| Coadă tip | DIN 6535 HB cu h5 | |
| Răcire interioară | nu | |
| Lungimea tăişului Lc | 2 mm | |
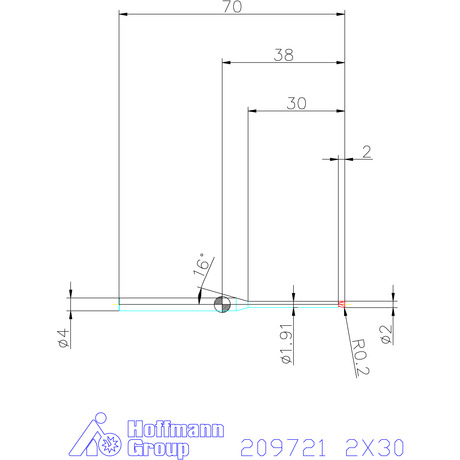
| Raza la colţ R1 | 0,2 mm | |
| Lungime activă L1 incl. degajare | 30 mm | |
| ⌀ de degajare D1 | 1,91 mm | |
| Lungimea totală L | 70 mm | |
| ⌀ cozii Ds | 4 mm | |
| Avans fz pentru frezare laterală în grafit | 0,03 mm | |
| Avans fz pentru frezare prin copiere în grafit | 0,03 mm | |
| Factor de corectare ap cor | 0,2 | |
| Inel colorat | negru | |
| Tip produs | Freză toroidală |
| Article number | 209721 2X30 | |
| EAN / GTIN | 4045197918765 | |
| Manufacturer number | 209721 2X30 | |
| Manufacturer/responsible person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













