






















{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
Kat. Nr.:
| Serie | Diabolo | |
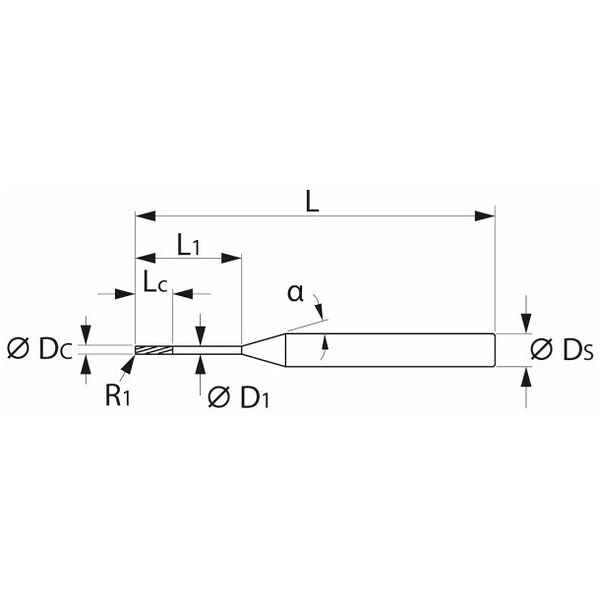
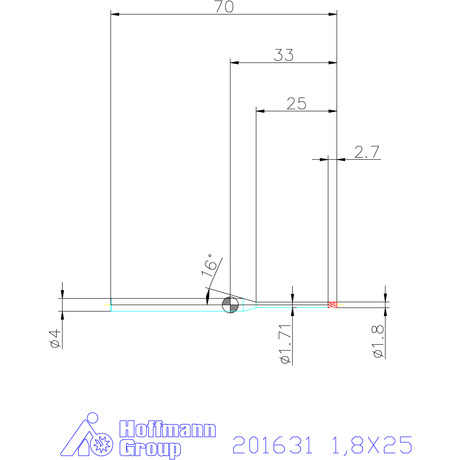
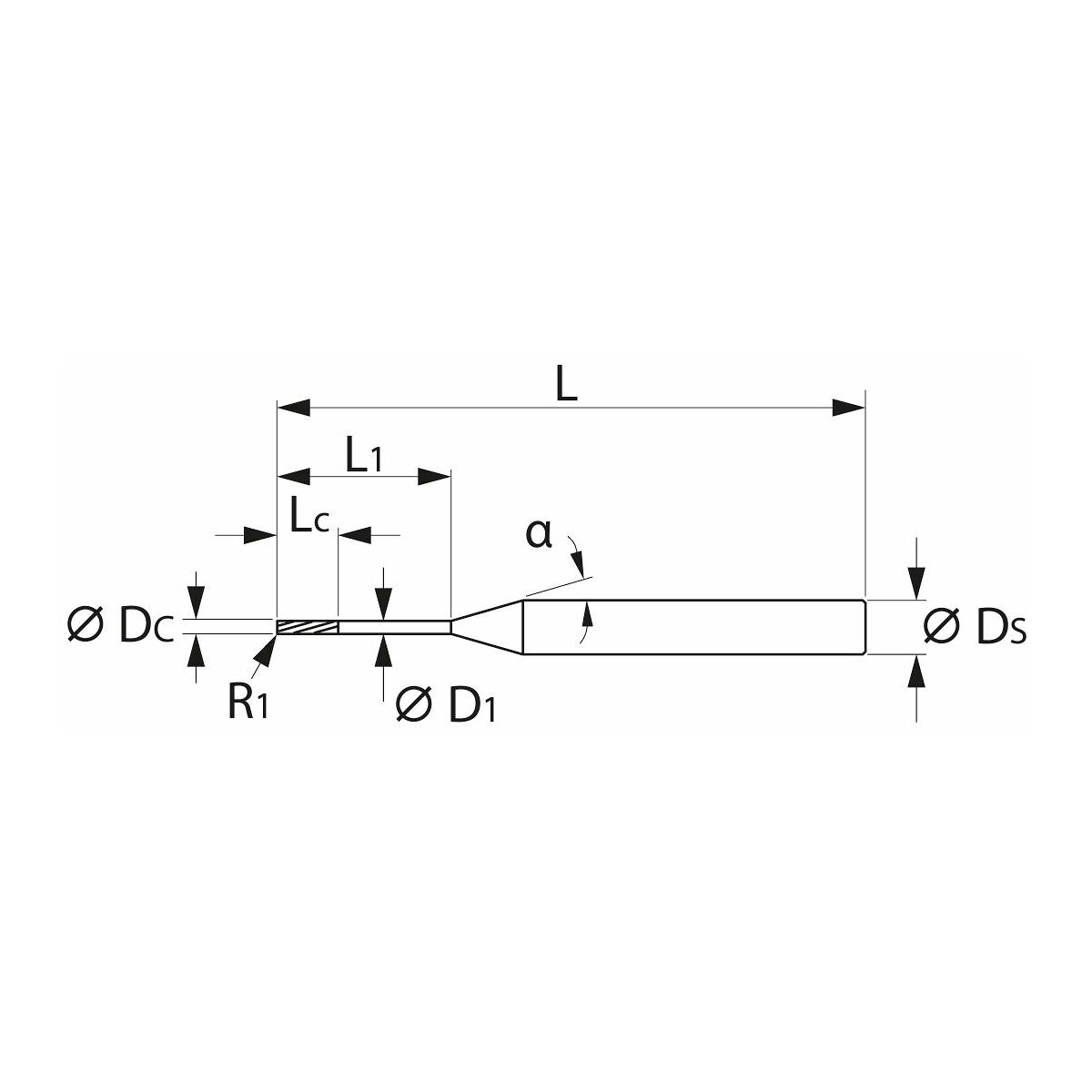
| Schneiden-⌀ DC | 1,8 mm | |
| Beschichtung | TiAlN | |
| Schneidstoff | VHM | |
| Norm | Werksnorm | |
| Typ | H | |
| Zähnezahl Z | 2 | |
| Spiralwinkel | 30 Grad | |
| Eingriffsbreite ae bei Fräsoperation | Vollnut Schnitttiefe 1×D; 0,1×D bei Besäumen | |
| Schaft | DIN 6535 HA mit h5 | |
| Innenkühlung | nein | |
| Schneidenlänge Lc | 2,7 mm | |
| Auskraglänge L1 inkl. Freistellung | 25 mm | |
| Gesamtlänge L | 70 mm | |
| Schaft-⌀ Ds | 4 mm | |
| Eckenfasenwinkel | 90 Grad | |
| Farbring | rot | |
| Produktart | Eckfräser |
| Artikelnummer | 201631 1,8X25 | |
| EAN / GTIN | 4062406187699 | |
| Herstellernummer | 201631 1,8X25 | |
| Hersteller/verantwortliche Person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |
















